Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.
Your browser version is too low, it may lead to sites not normally access!
You can use the site to function properly, use these browsers.

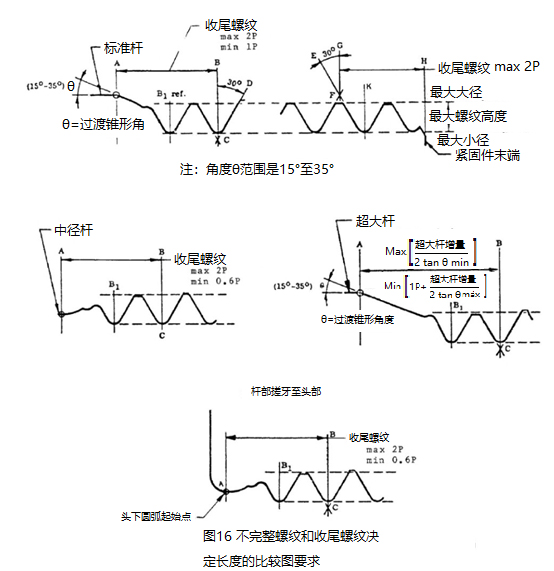
对于具有超大螺杆直径的螺栓(通常θ=15°-35°),2螺距加上超大螺杆直径增加除以2 tanθ 最小。
2螺距加上螺栓头螺纹的最大头下圆角半径。
c.垂直分度线B在点C处与30°侧翼角线相交。
d.根据以下要求,线B1代表螺纹收尾的最小长度,位于线B左侧一段距离处:
粗杆紧固件的1个螺距。
对于具有超大杆径的紧固件,1个螺距加上超大柄直径增加除以2 tanθ 最大。
中径杆紧固件的为0.6个螺距。
螺纹到头部的紧固件的0.6个螺距加上实际头下半径。
4.3.2不完整引导螺纹的图表要求:
a.上述4.3.1.a中所述的水平平行线。
b.垂直线G在点F处与30°侧翼角线E相交。
c.垂直线H位于距离G右侧2个螺距处。
d.垂直线K位于H左侧1.5螺距处。
4.3.3测量程序:用于确定不完整引导和收尾螺纹长度的光学比较仪测量程序概述如下(见图16)。
4.3.3.1收尾螺纹:旋转零件,找到最靠近夹具末端的第一个完整螺纹,其螺纹顶部和根部与代表最小螺纹高度的图表水平线重合。然后水平移动零件阴影,直到上述螺纹的左侧与线D重合。
紧靠夹具的螺纹收尾末端应位于A线和B1线之间,这是可接受的。
4.3.3.2不完整的引导螺纹:旋转零件,找到最靠近零件端部的第一条完整螺纹,该零件的螺纹顶部和根部与代表最小螺纹高度的图表水平线重合。然后水平移动零件阴影,直到上述螺纹的右侧与线E重合。
不完整引导螺纹的长度应在G线和H线之间,以达到可接受的水平。
原文参考SAE AS 3062D-2019



